
Successful managers apply practical science to quickly achieve predictable improvements. Imitating other competitors or “best practices” of companies in different industries is an uncertain path at best. Executives and managers are most successful by understanding and applying practical operations science concepts in their own unique business environments. See Factory Physics for Managers for a comprehensive description of practical, powerful operations science that any manager can use to reduce inventory and improve service, profitability, and cash flow. Here we highlight five things managers can do to achieve quick wins using operations science:
Business strategy should drive operations strategy. Thus, if desired business results are not being achieved, the first place to check is to ensure operations strategy aligns with business strategy. Too often, managers practice whack-a-mole management—trying one thing one year and then moving to another the next. As illustrated below, there are always tradeoffs and managers should understand those tradeoffs to get the best operations strategy for their marketing and financial goals. Examples from well-respected companies show what can happen when operations strategy is not aligned with business strategy. At UPS and FedEx during the 2013 Christmas season, the business strategy was to heavily market next day shipment on Dec. 23 for arrival Christmas Eve. The companies did not have an operations strategy that provided enough capacity in the face of variability—a huge spike in demand combined with bad weather. Christmas gifts came late. Click here for the article. At Southwest Airlines, operations strategy and capability did not align with the business plan to increase profits and maintain good service to customers. Southwest scheduled shorter flight times and shorter turnaround times at the gate to try and drive costs down.
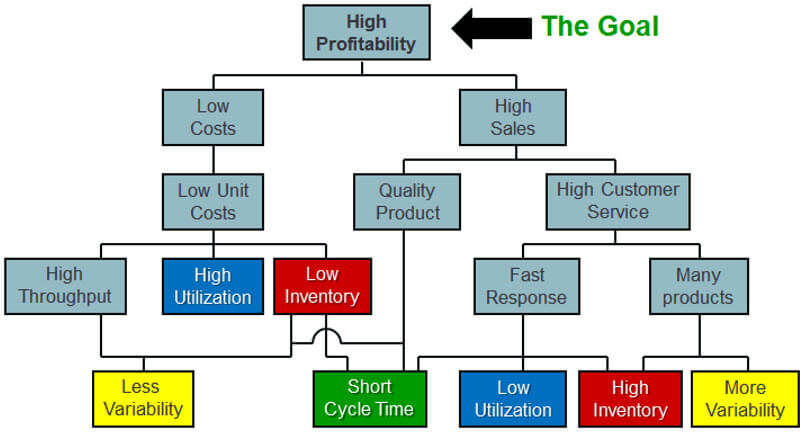
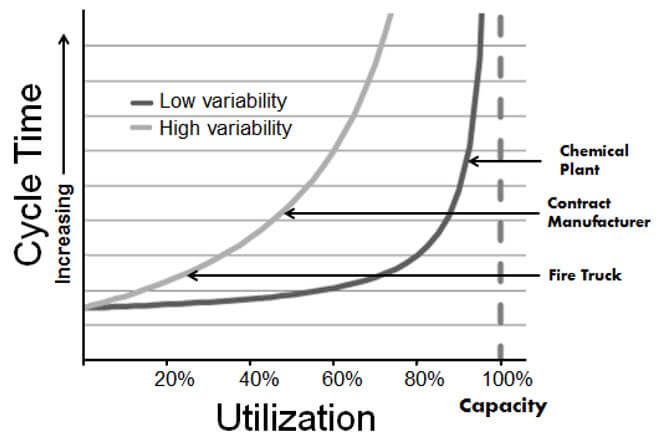
When the operations proved unable to support quicker gate turnaround times or shorter flight schedules, Southwest Airlines dropped to the bottom of the rankings for on-time arrivals. Click here to see the article. As the illustration below shows, there is a constant interplay between inventory, time, and capacity.
In addition, the choices made are affected by the level of variability in the business. UPS’ and FedEx’s business strategy is to provide customer satisfaction by delivering packages on-time. The science of capacity utilization, response time, and variability is the same for UPS and FedEx and Southwest although the businesses are different. In the UPS/FedEx case, the business strategy of next day delivery the day before Christmas was stated without a good understanding of the required operations strategy to execute that strategy. It could be that the companies had enough trucks, planes, and people to handle next day deliveries in good weather but being able to deliver on Christmas Eve in bad weather would have cost way more than either was willing to spend on capacity. Whatever the case was, the operations strategy did not supply the capability to meet the overall business marketing promises and as a result Santa was late—not a good public relations outcome.
Capacity is a first order effect. If a company has too much open capacity, the business won’t make money. If it has too little capacity, it won’t be responsive enough. Make sure you are targeting the right utilization levels for your business (Hint: Less than 100%).
Unfortunately, too many managers do not calculate utilization correctly if at all. Utilization depends on a small number of factors. Specifically:
Often managers use estimates of utilization that are dependent only on demand and process rates. This is too simple to provide good control over costs and performance. Burying setup times and downtime in an all-inclusive rate is a sure way to diminish control of operations. It’s like paying attention to only speed and direction when driving. Sure, those factors will eventually get you where you’re going but if you are not watching your fuel tank and engine oil level and traffic conditions and weather, your trip duration and cost is unnecessarily dependent on luck.
The science of operations shows that the output of an operation is limited to the rate of the bottleneck. Sometimes, in a fanatical pursuit of lean, operations executives and managers unintentionally starve the bottleneck. If lean results for cycle time are great but the operation is struggling with throughput and on-time delivery, check to make sure the bottleneck isn’t starved. Another variation of this is trying to implement one-piece flow. Sure, one-piece flow would be the ultimate performance in a perfect world (zero variability) but no one works in that world. Factory Physics for Managers details one example where, after 15 years of struggling to achieve desired throughput, a client increased output by 30% in one day just by adding more WIP (work-in-process) inventory to the line—moving away from one-piece flow. It is true that the added WIP increased cycle time. However, the plant only shipped once a day to distribution centers so end customers saw no service impact. An underused management option is to judiciously add cost. Adding cost is good as long as revenue increases more than cost added. The financial performance of the plant was greatly improved simply by adding more WIP to ensure the bottleneck did not starve.
The “magic” of Lean is in the WIP cap. There are many ways to limit WIP. Sometimes the most effective solution is not the most complex solution. For businesses that have not started a lean effort but need reduced cycle time to advance business strategy, consider starting in a simplified fashion with a WIP cap. It can be as simple as limiting releases to the floor. For businesses well down the path of a lean journey, consider the complexity of the existing implementation and current results. Is the bottleneck unintentionally starved by a Kanban system that is too restrictive? Is the environment characterized by low-volume, high mix which makes it difficult to maintain a Kanban supermarket? The CONWIP (CONstant Work-In-Process) pull protocol has been well documented for decades. CONWIP caps the amount of WIP in a line but not at each station. The WIP cap is set for a flow. A flow is a routing of process centers and steps. CONWIP provides a flexible WIP cap that is easier to manage than kanban and produces better results. With CONWIP, WIP levels naturally migrate to changing bottlenecks within a flow (usually due to a changing product mix)—no detailed scheduling required.
As a practical matter though, managers need to be aware that there will sometimes be no WIP at some stations in the line with CONWIP. Horrors! Idle machines or workers. This is called a capacity buffer, utilization targets should never be set to 100% (see chart above). We are not advocating that people stand around 15% of the time if the utilization target is 85%; we are simply pointing out that a worker or machine with nothing to do does not constitute a management crisis. There are many options for addressing idle time. 5S efforts, training or paperwork are tasks that can be addressed during idle time. Additionally, flexible labor can improve resource efficiency—move labor to other stations when there is no work at a station. Be careful though with flexible labor, if workers are moved every time there is no work at a station, management may be robbing Peter to pay Paul and thereby increasing variability.
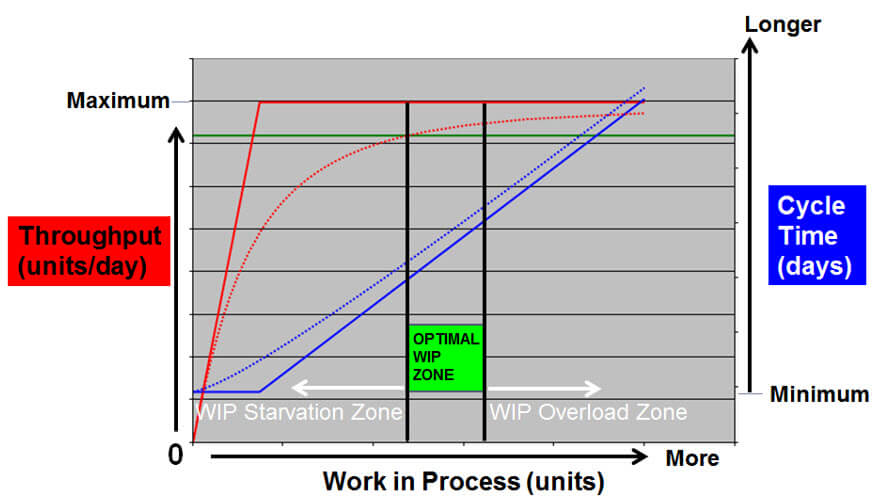
The flow performance curves above show the performance of a production flow (or value stream or supply chain) and the effect of WIP on the flow’s performance. The dotted lines are actual performance with actual variability. The solid lines are best case, and unattainable, zero variability. There is an optimal WIP amount for any flow. Too little WIP and throughput drops off dramatically. Cycle time also decreases with decreasing WIP in the WIP starvation zone but often times, customers don’t get their products on time because there is not enough throughput to meet demand—this is a common one-piece flow failure. In the WIP overload zone, more WIP does not mean more throughput—there is a maximum throughput limit dictated by the bottleneck. However, as most managers know, WIP overload means long cycle times. Setting the right WIP cap is vital to maintaining required performance.
We often find companies promise arbitrary blanket lead-times to their customers. This typically means a company promises “standard” lead times. Standard, unchanging lead times contribute to poor service or excess cost depending on the operating environment at a given company. Executives should consider options for adjusting lead times in view of the characteristics of their company’s market. Using a time buffer where possible will reduce the cost of the inventory and capacity buffers. On this note, we find it useful to look at the demand profile of the product portfolio. Some products are standard in the market and often require quick lead times. Other products are custom and customers are often willing to wait. Executives should segment product lead times based on market requirements. The “one size fits all” approach to lead time leaves money on the table.
Finally, make sure measures and targets align with chosen market segments. We see many companies that segment lead times but then use one arbitrary measurement target to assess performance. For example, same day quick ship programs for spare parts may require 99%+ on-time delivery. However, the target for a same day quick ship program may not be an appropriate target for delivery of projects or prototypes. For projects or prototypes, it might be a better business decision to have a 90% target with low average days late to avoid the cost of capacity and inventory required to always be on-time no matter what the circumstance. Executives should implement different lead times by business opportunity when setting strategies for customer responsiveness.
Factory Physics operations science is common to all manufacturing, supply chain, and service operations. However, the science is not common knowledge to many managers and the result is often poor operations management and uncertain career progress. The suggestions provided here will provide help in applying the science in action. -ESP, JHB
For more information on Operations Science, CSUITE Operations Analytics and Factory Physics services, send an email to Ed Pound at espound@factoryphysics.com
